
Bleifrei
Lote
Gleiche Ergebnisse ohne Blei
Anwendung von Bleifreiloten in der Praxis
Die Heißluftverzinnung (Hot Air Levelling, HAL) mit bleihaltigen Loten war fast 30 Jahre lang das gebräuchlichste Verfahren zur Oberflächenbehandlung elektronischer Leiterplatten. Das hatte mehrere Gründe: Zum Einen handelte es sich um ein sehr preiswertes Verfahren, zum Anderen erfüllten die erreichbaren Oberflächeneigenschaften die Anforderungen zahlreicher Anwendungen. Schließlich weisen HALOberflächen im Vergleich zu anderen Finishing-Verfahren sehr gute Löt- und Lagereigenschaften auf. Mit Wirksamwerden des Bleiverbots auch in der Elektronikverarbeitung mussten alle einschlägigen Anlagen und ihre peripheren Komponenten auf die Verwendung von bleifreien Loten umgestellt werden. Dies stellte die gesamte Branche vor sehr große Herausforderungen, da der Prozess jetzt bei deutlich höheren Temperaturen mit einem für alle Materialien deutlich höheren thermischen Stress und einem gegenüber Metallen wesentlich aggressiveren Lot beherrscht werden musste. Auch verhielten sich die favorisierten Lotsysteme SnAgCu und SnCuNi bezüglich der Standzeit des Lotbades wie auch der Verarbeitbarkeit, Benetzbarkeit und des Oberflächenglanzes sehr unterschiedlich. Die Flussmittel schließlich mussten in zweierlei Hinsicht den erhöhten Prozesstemperaturen angepasst werden. Einerseits sollten sie selbst temperaturstabiler werden, zum Anderen durfte ihre durch höhere Temperaturen gesteigerte Reaktivität nicht zu einem erhöhten chemischen Materialstress führen. All diese Parameter konnten innerhalb eines Forschungsprojektes bei der PENTAGAL Chemie und Maschinenbau GmbH (Bochum) für die verschiedenen Anwendungsfälle angepasst und optimiert werden. Es konnte gezeigt werden, dass die erzielten Lotverbindungen denjenigen mit herkömmlichen Blei/Zinn-Loten hergestellten gleichwertig sind und von der Leiterplattenindustrie nach Anpassung der Bedingungen verwendet werden können. Der Prozess lässt sich für alle Branchen übernehmen, die auch bisher schon das HAL-Verfahren verwendeten.
Lote
Die beiden erwähnten Lotsysteme haben ihre Vor- und Nachteile: Das silberhaltige Lot wird zwischen 250 bis 255 °C eingesetzt. Somit liegt die thermische Belastung der Leiterplatten etwa gleich hoch wie bei Blei/Zinn. Der Nachteil bei diesem Lot sind der höhere Preis und der größere Kupferabtrag, besonders im oberen Temperaturbereich. Die Lottopf-Regelung muss extrem genau arbeiten und darf nicht überschwingen. Weiterhin ist die Temperaturdifferenz zwischen Schmelzpunkt und Arbeitspunkt geringer (23°C) als beim Zinn/Kupfer-Lot (43°C). Hieraus resultieren die langen Tauchzeiten und Probleme mit kalten Anlagenteilen wie Halteklammer und zu kalte Luftmesser. Das kupferhaltige Lot wird bei einer Temperatur von 270 °C eingesetzt. Die thermische Belastung der Leiterplatten ist höher im Vergleich zu Pb/Sn-Lot und Ag-Lot. Der Kupferabtrag ist jedoch geringer als beim Ag-Lot. Der größte Vorteil des Lotes liegt aber in der hohen Restwärme-Kapazität. Zwischen Schmelzpunkt und Arbeitspunkt beträgt die Temperaturdifferenz 43°C. Hierdurch gestaltet sich der HALProzess einfacher, und der Anlagenbetrieb ist vergleichbar dem mit Blei/Zinn-Lot. Doch die hohe Arbeitstemperatur bringt auch Nachteile. Die häufigsten Fehler, die hierdurch entstehen sind Delamination, Verfärbungen von Basismaterial bei bestimmten Leiterplattenmaterialien, wie z.B. CM 1

Ausgefrorene Cu6Sn5-Nadeln.
Für beide Lote gilt, dass die Kupferanreicherung des Bades schneller verläuft als beim eutektischen Blei/Zinn-Lot, und die Kupferabreicherung, also das Ausfrieren der Intermetallischen Phase Cu6Sn5 gestaltet sich schwieriger, ist aber mittlerweile gut beherrschbar. Erfahrungsgemäß gelingt mit den PENTA-Maschinen eine recht gute Abscheidung ab etwa 240°C abwärts, wobei zu beachten ist, dass bei dieser Prozedur die Badpumpe abgeschaltet sein muss, so dass im Badinneren ohnehin eine andere Temperatur herrscht als vom Thermoelement angezeigt wird. Bezüglich der Abreicherungszyklen müssen durch Probieren und Badbeobachten Erfahrungen gesammelt werden. Dabei ist zu berücksichtigen, dass die Kupferanreicherung bei gleicher Badbelastung zeitlich nicht linear zunimmt, da das Lösungsvermögen des Zinns für Kupfer mit steigendem Kupfergehalt langsamer verläuft. Die ausgeschiedenen Nadeln sind dabei bis über 10 mm lang und lassen sich gut mit einer Siebkelle herausholen, wobei dann auch die kleineren in diesem Verbund mit entfernbar sind.

PENTA separator
Bei der Ergänzung des Zinns ist zu beachten, dass nicht nur durch den Verzinnungsvorgang selbst, sondern auch durch das Entfernen der Nadeln die entsprechenden Zusatzmetalle Nickel, Silber und ggf. Germanium adäquat mit zugefügt werden müssen. Das Ausfrieren der Kupfer/Zinn-Verbindung bedingt naturgemäß, dass der Verzinnungsvorgang für Stunden unterbrochen wird. Wesentlich schneller kann das Bad gereinigt werden, wenn der Vorgang extern im unabhängig arbeitenden PENTA separator durchgeführt wird. Hierzu wird ein Teil des Lotbades abgepumpt und sofort durch neues bzw. zuvor gereinigtes Zinn ersetzt, so dass nach ca. 10 Minuten Unterbrechung weitergearbeitet werden kann, während extern der Abreicherungsprozess läuft.
Lotoberfläche
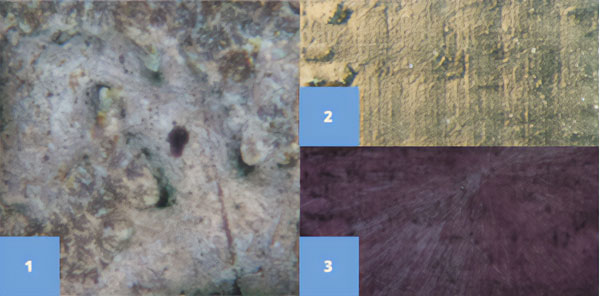
Die Qualität der Oberflächen liegt bei beiden Bleifreiloten höher im Vergleich zum Blei/Zinn-Lot, wie an den nachfolgenden Bildern gezeigt wird. Abb. 1 zeigt ein eutektisches Pb/Sn-Lot. Deutlich ist das hohe Relief zu erkennen. Im Vergleich zu dieser Leiterplatte wurde in unserem Hause eine gleiche Platte bleifrei mit SnCuNi-Lot verzinnt. In Abb. 2 ist eine hart ausgeleuchtete Oberfläche eines Pads dargestellt. Es ist deutlich zu sehen, dass die Zinnschicht sehr dünn und eben ist, wie am Relief der Kupferoberfläche zu erkennen ist. Abb. 3 zeigt dasselbe Pad im senkrechten Auflicht mit polarisiertem Licht. An diesem Bild wird noch ein Phänomen deutlich: Das im polarisierten Licht erkennbare sternförmige Kristallisationsmuster lässt erkennen, dass die Erstarrung der Schmelze verzögert und durch Fremdkeimbildung von einem einzigen Punkt ausgelöst wurde. Dies kann durch geringe Änderung des Nickelgehalts im ppm-Bereich positiv beeinflusst und damit eine kontrolliert kristallisierende Schmelze mit sauberer Oberfläche erreicht werden.
Flussmittel
Die richtige Wahl eines geeigneten Flussmittels ist wie bereits erwähnt ein weiterer wichtiger Punkt. Dabei kommt es in erster Linie auf die Qualität der Verzinnung an, aber auch das Flussmittel selbst wird thermisch höher beansprucht. Überhaupt erhält die gegenseitige Abstimmung von Materialien, Werkstoffen und Prozessführung aufeinander einen größeren Stellenwert, da nicht nur die einzelnen Parameter dem stärkeren Temperatureinfluss ausgesetzt sind, sondern auch ihr Korrelationsverhalten untereinander mit zunehmender Temperatur exponenziell ansteigt. Für chemische Einflüsse geht das aus der van't Hoff'schen Regel hervor, nach der sich die Geschwindigkeit einer chemischen Reaktion bei einer Temperaturerhöhung um 10°C verdoppelt bis vervierfacht. Das hat nicht nur Auswirkungen auf den Lötprozess, sondern auch auf die Anlagenteile, Materialien und verwendete Hilfsstoffe. Eine besondere Bedeutung bekommt hier die Vermeidung von Anlagenbränden, deren Ursache vom Verzinner fast immer auf die Qualität des Flussmittels zurückgeführt wird. Dies mag im Einzelfall zutreffen, in der Regel jedoch ist das Flussmittel nur indirekt and er Brandentstehung beteiligt, indem seine Verkrackungsprodukte im Laufe der Zeit zunehmend zur Krätzebildung führen. Hierbei entstehen aus den mit zunehmender Verweildauer im Bereich oberhalb des Zinnbades zäher und klebriger werdenden organischen Bestandteilen des Fluxers mit feinteiligem Zinnoxid und eingebundenen kleinen Zinnkügelchen fest anbackende Beläge oder aufschwimmende Krusten. Diese gehen allmählich nach vollständigem Entweichen auch der schwerflüchtigen Bestandteile in hochdispersen amorphen Kohlenstoff über. Durch die enorm hohe Oberfläche ist dieser äußerst oxidationsempfindlich und kann sich, auch katalytisch unterstützt durch die ebenfalls hoch aktiven Metalloxide, selbst entzünden, d.h. er wird pyrophor.

Abrasion an Pumpenteil
Es hat sich auch gezeigt, dass die ebenfalls dem Flussmittel und den neuen Lotlegierungen zugeschriebene erhöhte Korrosion von exponierten Anlagenteilen, und hier kommen insbesondere Pumpenwellen in Betracht, ihre Ursache auch in der mittelbaren Beteiligung von Krätze hat. Wird die Krätze durch den Pumpenpropeller nach unten und durch die Ansaugöffnung des Pumpenrohres, so besteht in diesem Bereich der Welle eine erhöhte Erosionsgefahr, die zu kavitationsähnlichen und oft scharf begrenzten Vertiefungen im Material führen kann, Abb. 4. Es handelt sich also nicht um eine üblicherweise mit Korrosion beschriebene Erscheinung, sondern um eine kombinierte Erosions-Korrosion. Durch diese Zusammenhänge wird klar, wie wichtig es ist, unbedingt dafür zu sorgen, dass die Krätze regelmäßig entfernt und die Badoberfläche sauber gehalten wird.
HAL-Anlagen
Außer an die Leiterplatten selber werden wegen der höheren Prozesstemperaturen, die die neuen Bleifreilote erfordern, auch an die Anlagen und die Verfahrensregelung bedeutend höhere Anforderungen gestellt, als das bei SnPb-Loten der Fall war. Die Temperaturregelungen für Lottiegel und Lufterhitzer müssen insbesondere bei silberhaltigen Loten extrem genau arbeiten. Eine zu hohe Temperatur hat höheren Thermostress der Leiterplatten und zu hohen Kupferabtrag zur Folge. Die Lufttemperatur muss 270 - 290 °C betragen. Zu niedrige Temperaturen führen zu Qualitätseinbußen und Lotanhaftungen im Luftmessersystem. Die PENTA-Anlagen wurden der neuen Technologie angepasst, insbesondere wurde am Lufterhitzer die Tauscherfläche um 50% vergrößert. Auch das Pumpensystem wurde verbessert. Hier wurden Hochtemperaturlager mit entsprechend thermisch höher belastbaren Schmierstoffen eingesetzt. Zusätzlich wurde die Position der Lagerung verändert, wodurch das System weiter entlastet wurde. Die Software unserer Anlagen wurde entsprechend den neuen Gegebenheiten modifiziert und kann mit einem für jedes Lot angepassten Programm gefahren werden. Anhand der eingestellten Sollwerte der Lottemperatur wird festgestellt, ob die Anlage mit Blei/Zinn oder mit höherschmelzendem Bleifrei-Lot gefahren wird. Im Bleifreibetrieb werden interne Parameter automatisch geladen. Z. B. setzt hier der Pumpenlauf erst ab 240°C ein. Auch sind Hilfsroutinen zum Vorheizen der Plattenklammer getestet und bei Bedarf verfügbar.

PENTAGAL
Chemie und Maschinenbau GmbH
Carolinenglückstraße 35
44793 Bochum / Germany
Phone: +49 234 / 52 32 37
Fax: +49 234 / 52 29 89