
Lead-free
Solders
Same results without lead
Application of lead-free solders in practice
Hot air leveling (HAL) with leaded solders has been the most common electronic surface treatment process for almost 30 years. There were several reasons for this: On the one hand, it was a very inexpensive process, and on the other, the achievable surface properties met the requirements of numerous applications. Finally, HAL surfaces have very good soldering and storage properties compared to other finishing processes. When the lead ban became effective in electronics processing, all relevant equipment and its peripheral components had to be converted to the use of lead-free solders. This posed huge challenges for the entire industry, as the process now needed to be managed at significantly higher temperatures with significantly higher thermal stress for all materials and a much more aggressive solder than metals. Also, the preferred solder systems SnAgCu and SnCuNi behaved very differently with regard to the service life of the solder bath as well as the processability, wettability and surface gloss. Finally, the flux had to be adapted to the increased process temperatures in two respects. On the one hand, they themselves were supposed to be more temperature-stable; on the other hand, their increased reactivity due to higher temperatures should not lead to increased chemical material stress.
All these parameters could be adapted and optimized within a research project at PENTAGAL Chemie und Maschinenbau GmbH (Bochum) for the different applications. It could be shown that the solder joints obtained are equivalent to those made with conventional lead / tin solders and can be used by the printed circuit board industry after adjusting the conditions. The process can be adopted for all industries that have already used the HAL process.
Solders
The two mentioned solder systems have their advantages and disadvantages: The silver-containing solder is used between 250 to 255 ° C. Thus, the thermal load of the printed circuit boards is about the same as in lead / tin. The disadvantage of this solder is the higher price and the larger copper removal, especially in the upper temperature range. The solder pot control must work extremely accurately and must not overshoot. Furthermore, the temperature difference between melting point and operating point is lower (23 ° C) than the tin / copper solder (43 ° C). This results in the long dive times and problems with cold system parts such as retaining clip and cold air knife. The copper-containing solder is used at a temperature of 270 ° C. The thermal load of the printed circuit boards is higher compared to Pb / Sn solder and
Ag solder. The copper removal is, however, lower than with the Ag solder. The biggest advantage of the solder lies in the high residual heat capacity. Between melting point and operating point, the temperature difference is 43 ° C. This makes the HAL process easier and the plant operation is comparable to that with lead / tin solder. But the high working temperature also brings disadvantages. The most common errors that result from this are delamination, discoloration of base material in certain circuit board materials, such as e.g. CM 1.

Frozen Cu6Sn5 needles. The displayed scale is 10 mm
For both solders, the copper accumulation of the bath is faster than with the eutectic lead / tin solder, and the copper depletion, ie the freezing of the intermetallic phase Cu6Sn5, is more difficult, but is now well manageable. Experience has shown that the PENTA machines make a very good separation from about 240 ° C downwards, whereby it should be noted that in this procedure the bath pump must be switched off so that a different temperature prevails inside the bath as indicated by the thermocouple. With regard to the depletion cycles, experience must be gained by trial and error. It should be noted that the copper enrichment does not increase linearly with the same bath load time, since the dissolving power of the tin for copper is slower with increasing copper content. The excreted needles are up to over 10 mm long and can be easily get out with a sieve trowel, in which case the smaller ones are also removable in this composite.

PENTA separator
When adding tin, it should be noted that not only the tinning process itself but also the removal of the needles requires adequate addition of the corresponding additional metals nickel, silver and possibly germanium. The freezing of the copper / tin compound naturally requires that the tinning process is interrupted for hours. The bath can be cleaned much faster if the process is carried out externally in the independently operating PENTA separator. For this purpose, a part of the solder bath is pumped off and immediately replaced by new or previously cleaned tin, so that after about 10 minutes interruption can continue working while externally the depletion process is running.
Solder surface
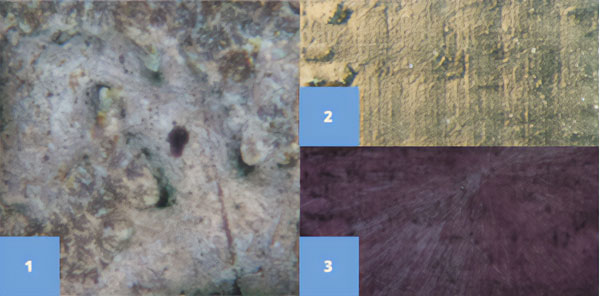
The quality of the surfaces is higher for both lead-free solders compared to the lead / tin-solder, as shown in the following pictures. Fig. 1 shows a eutectic Pb / Sn solder. The high relief can clearly be seen. Compared to this circuit board, a similar plate was tinned lead-free with SnCuNi solder in our company. Fig. 2 shows a hard illuminated surface of a pad. It can clearly be seen that the tin layer is very thin and even, as can be seen on the relief of the copper surface. Fig. 3 shows the same pad in vertical incident light with polarized light. Another phenomenon becomes clear in this picture: the star-shaped crystallization pattern, which can be seen in polarized light, shows that the solidification of the melt has been delayed and triggered by foreign nucleation from a single point. This can be positively influenced by small changes in the nickel content in the ppm range and thus a controlled crystallizing melt with a clean surface can be achieved.
Flux
The right choice of a suitable flux is, as already mentioned, another important point. It depends primarily on the quality of the tinning, but also the flux itself is thermally stressed higher. In general, the mutual coordination of materials, materials and process management is becoming increasingly important, since not only the individual parameters are exposed to the stronger temperature influence, but also their correlation behavior increases exponentially with each other with increasing temperature. For chemical influences, this is evident from van't Hoff's rule, according to which the rate of a chemical reaction doubles or even quadruples when the temperature increases by 10 ° C. This not only affects the soldering process, but also the plant components, materials and auxiliary materials used. Of particular importance here is the avoidance of plant fires, the cause of which is almost always attributed to the quality of the flux. This may apply on a case by case basis, but as a rule, the flux is only indirectly involved in the formation of the fire, as its clogging products progressively cause dandruff over time. In this case, solid caking or floating crusts are formed from the organic components of the fluxer with finely divided tin oxide and embedded small tin spheres, which become tougher and more sticky with increasing residence time in the area above the tin bath. These go gradually after complete escape even the low volatility constituents in highly dispersed amorphous carbon over. Due to its enormously high surface area, it is extremely sensitive to oxidation and, even catalytically supported by the likewise highly active metal oxides, can self-ignite, it becomes pyrophoric.

Abrasion on pum part
It has also been shown that the increased corrosion of exposed parts of the plant, which is also attributable to pumping shafts, also attributable to the flux and the new solder alloys, is also due to the indirect involvement of dross. If the dross through the pump propeller down and through the suction port of the pump tube, there is an increased risk of erosion in this area of the shaft, which can lead to cavitation-like and often sharply defined depressions in the material, Fig. 4. So it is not a usually with corrosion described phenomenon, but a combined erosive corrosion. These relationships make it clear how important it is to make sure that the scabies are removed on a regular basis and the bathroom surface is kept clean.
HAL systems
Apart from the circuit boards themselves, because of the higher process temperatures required by the new lead quotes, the systems and the process control are subject to significantly higher requirements than was the case with SnPb soldering. The temperature controls for soldering crucible and air heater must work extremely accurately, especially with silver-containing solders. Too high a temperature results in higher thermal stress on the printed circuit boards and excessive copper erosion. The air temperature must be 270 - 290 ° C. Too low temperatures lead to quality losses and solder adhesion in the air knife system. The PENTA systems were adapted to the new technology, in particular, the exchanger surface was increased by 50% at the air heater. The pump system has also been improved. High-temperature bearings with correspondingly higher thermal load lubricants were used here. In addition, the position of the bearing has been changed, which further relieves the system has been. The software of our systems has been modified according to the new conditions and can be run with a program adapted to each lot. Based on the set target values of the soldering temperature, it is determined whether the system is being run with lead / tin or with higher-melting lead-free solder. In lead-drive mode, internal parameters are automatically loaded. For example, pump running only starts at 240 ° C. Also, auxiliary routines for preheating the plate clamp are tested and available as needed.

PENTAGAL
Chemie und Maschinenbau GmbH
Carolinenglückstraße 35
44793 Bochum / Germany
Phone: +49 234 / 52 32 37
Fax: +49 234 / 52 29 89